A completed risk assessment is not a controlled risk. It is a documented one. Under the WHS Act, those are not the same thing.
Under the WHS Act, those are not the same thing. And for most Australian manufacturing operations running repetitive heavy handling tasks, the gap between the two is where injuries are quietly accumulating.
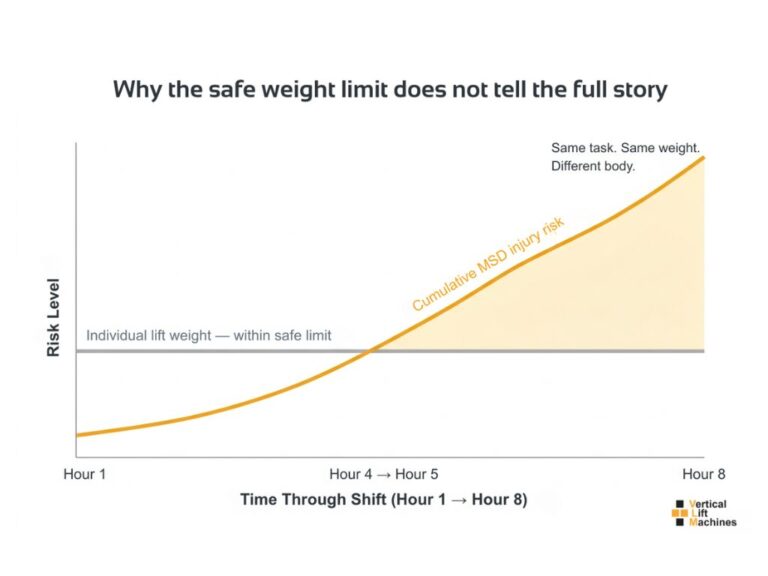
The paperwork is often clean. The risk assessment is current and signed. The induction records are complete. The rotation schedule is posted on the wall. But the task is still happening. The body is still absorbing it. By mid-afternoon, the operators who started the line at 6am are slower, less accurate, and carrying a cumulative physical load that no risk assessment modelled across a full eight hours.
This is not a documentation problem. It is a control problem. And the WHS Act is unambiguous about which one it requires.

What the WHS Act Actually Requires
The WHS Act does not ask whether each lift was within the recommended weight limit. It does not ask whether your operators were trained, inducted, and rostered through a rotation schedule.
It asks whether you took all reasonably practicable steps to eliminate or minimise the risk.
“Reasonably practicable” is a practical test, not an aspirational one. It asks whether the benefit of implementing a control is grossly disproportionate to the cost.
Yes. The cost of a mechanical solution, spread across its service life, is rarely disproportionate to the injury risk, the WorkCover exposure, and the productivity inconsistency that the task would otherwise continue to generate.
What a WorkSafe inspector assesses after a musculoskeletal injury claim is not whether the paperwork was in order. It is whether the employer knew the task created a risk, and whether they implemented the most effective control that was reasonably practicable to implement.
A rotation schedule and a signed SWMS do not settle that question in the employer’s favour when a mechanical solution was available.
Why a Risk Assessment Is Not a Control Measure
A risk assessment identifies a hazard. It does not control it.
This distinction matters in practice. Many manufacturing facilities complete a risk assessment, confirm that a repetitive handling task creates musculoskeletal disorder (MSD) risk, and document administrative controls as though the obligation has been met. The controls section reads: rotation every two hours, induction complete, SWMS in place.
That process does not satisfy the WHS Act. It documents that the hazard was identified. The obligation is to act on it.
According to Safe Work Australia, musculoskeletal disorders are among the leading causes of serious workers’ compensation claims in Australian manufacturing. They accumulate over time — across repetitions, across shifts, across months — before a single injury is formally recorded. By the time a claim is lodged, the exposure that caused it has been building across dozens or hundreds of shifts.
The most common documentation gaps in manufacturing risk assessments:
- Risk assessments that identify a hazard at the level of a single lift, not modelled across the cumulative exposure of a full shift
- Rotation schedules that move more people through a hazardous task, rather than reducing the hazard in the task itself
- Training records that satisfy an audit without reducing musculoskeletal exposure in the task
- SWMS documents that describe how to perform a hazardous task, rather than whether the task needs to exist in its current form
Where the Risk Assessment Sits in the Hierarchy of Controls
The hierarchy of controls ranks risk management methods from most to least effective:
- Elimination
- Substitution
- Engineering controls
- Administrative controls — rotation schedules, training, SWMS, induction
- Personal protective equipment
A risk assessment is a diagnostic tool. It does not appear on this list at all — it precedes the hierarchy. It identifies the hazard that the hierarchy then addresses.
When a risk assessment confirms a repetitive manual handling task creates MSD risk, the hierarchy requires you to identify and implement the most effective control that is reasonably practicable. Engineering controls sit at level three. Administrative controls sit at level four. If a mechanical solution is available and affordable, documenting a rotation schedule does not substitute for it.
Many Australian manufacturing operations have risk assessments that correctly identify a hazard, then document controls only at level four. The gap between what the hierarchy requires and what has been implemented is precisely what a WorkSafe investigation examines after an injury claim.
What a Production Line Actually Demands From an Operator
A manufacturing line is engineered for consistent throughput. It runs at the same pace in hour eight as it does in hour one. The component does not get lighter as the shift progresses. The placement tolerance does not widen because the operator is fatigued. The line rate does not account for the physical state of the person running it. But the operator changes.
Fatigue in a repetitive manual handling task does not present as obvious exhaustion. It presents as small, invisible adjustments: a grip position that shifts to relieve a sore wrist; a lift sequence that shortcuts a rotation to reduce back strain; a pace that falls slightly behind line rate because sustaining the designed cycle time across a full eight-hour shift is no longer physically possible.
These adjustments are not a discipline issue. They are the MSD claim in progress. They are invisible until they result in a recorded injury — by which time the cumulative exposure has been building across dozens of shifts.
The risk assessment did not model this. The rotation schedule does not resolve it. Moving the affected operator to a different task reduces that individual’s exposure, but the task continues, and the next operator begins absorbing the same load.
A Dalmec pneumatic manipulator removes the variable. The operator guides the load. The machine carries the weight. Cycle time stays consistent from the first component of the shift to the last. Grip strength, posture, and cumulative fatigue are no longer factors in whether the task is completed within tolerance and without injury.

Three Details That Determine Whether a Mechanical Solution Is Viable
Most manufacturing operations assume that an engineered handling solution involves significant cost, installation complexity, or disruption to the production line. In our experience, none of those assumptions are reliable starting points.
A Dalmec installation is designed around the specific task, not retrofitted from a catalogue. The three data points that determine viability for any manufacturing application are:
Load weight — the mass of the component, assembly, or product being handled.
Movement description — lift only; lift and rotate; transfer along a line; position into a fixture; extract from a machine; orientate for assembly.
Cycles per shift — how many times the task is performed across a standard production shift.
Those three details allow us to specify a machine configuration, confirm it fits the application and workspace, and provide an indicative cost. A site visit follows if the application is viable.
There is no obligation beyond that point. But the assessment gives you the documented information to make a defensible decision about whether the control is reasonably practicable — which is exactly what the WHS Act requires of you.

If Your Risk Assessment Has Already Flagged the Hazard
If your current risk assessment has identified a repetitive manual handling task as a known hazard, and the documented control is rotation or training, the next step is straightforward.
Collect the three details above. Send them to us. We will tell you whether a Dalmec solution is available and what it costs indicatively.
If the cost is not grossly disproportionate to the benefit — and the benefit includes documented injury prevention, consistent throughput across the full shift, and reduced WorkCover exposure — then implementing the control is almost certainly required under the WHS Act.
The risk assessment did its job. It identified the hazard. The obligation is the next step: the control.
Start With Three Details
- Load weight.
- Movement required.
- Lifts or placements per shift.
That is all we need to tell you whether an engineering solution makes sense for your application.
Frequently Asked Questions
What is the difference between a risk assessment and a control measure under the WHS Act?
A risk assessment identifies and evaluates a hazard. It is a diagnostic step, not a control. Under the WHS Act, completing a risk assessment creates an obligation to implement controls at the highest level of the hierarchy of controls that is reasonably practicable. Many manufacturing operations complete the risk assessment and document administrative controls, treating the process as complete. It is not. The obligation is to eliminate or minimise the risk through the most effective control available — and to document why that level was chosen.
What does “reasonably practicable” mean for manual handling in manufacturing?
Reasonably practicable is a legal test under the WHS Act. It asks whether the cost of implementing a control is grossly disproportionate to the benefit. For a repetitive heavy handling task performed hundreds of times per shift, a mechanical solution spread across 15–20 years of service life is rarely grossly disproportionate to the injury prevention, productivity, and WorkCover benefits it provides. The test is financial and practical, not aspirational.
Is a rotation schedule an engineering control?
No. A rotation schedule is an administrative control — level four of the hierarchy of controls. It reduces individual operator exposure to a hazardous task, but it does not reduce the hazard in the task itself. If a task creates MSD risk, rotating more people through it means more people carry that risk. A rotation schedule is not a substitute for an engineering control where one is reasonably practicable to implement.
Does a Dalmec manipulator satisfy the WHS engineering control requirement for manual handling?
Yes. A Dalmec pneumatic manipulator physically changes the task — removing the manual lift and replacing it with a controlled, guided motion where the machine carries the load and the operator guides it. This satisfies the hierarchy of controls at level three (engineering control). It can be documented in your WHS records as an engineering control for the specific task, with evidence that the hazard was addressed at the appropriate level of the hierarchy.
How do I know if my manufacturing application is suitable for a Dalmec manipulator?
The assessment starts with three details: the load weight, the movement required (lift only, lift and rotate, transfer, placement into a fixture, extraction from a machine), and the number of cycles per shift. With those three details we can specify a configuration, confirm viability, and provide an indicative cost. Most repetitive handling tasks in manufacturing — from component loading and assembly operations to machine tending and line-side handling — are suitable candidates. Contact us at dalmec.au or call 1300 886 277.